

技术
钢轨两端之间的空隙被连续的圆角焊缝所填充。
设备
永久基本设备:调整和预热的材料,一套电解铜块,电源变压器和研磨设备。
消耗品:特别适应的电极和保护垫的隔热板。
实施
该技术需要合格的轨道焊工。
联系我们以了解更多关于我们的焊接解决方案和服务的信息
关注我们
关注我们




Gantrex在所有三种主要的焊接方法中,无论是在地面还是在高空,都有成熟的专家。
封闭电弧(电弧)焊接
铝热(热熔)焊接
闪光电弧焊
所选择的技术将取决于现场的限制、工作的规模或当地的可能性和突发事件。
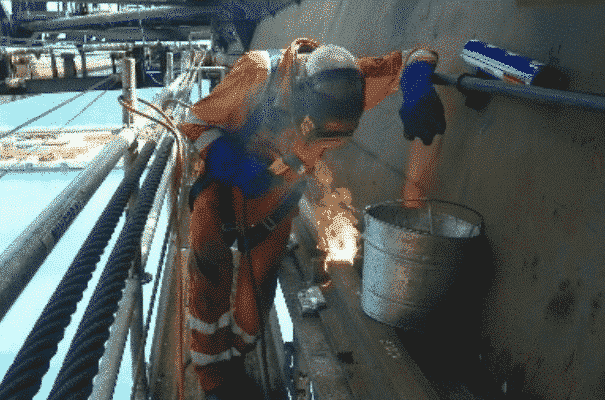
 封闭式电弧焊(电弧)
封闭式电弧焊(电弧)
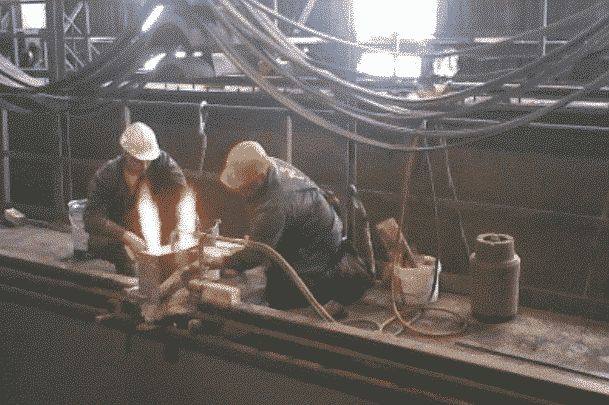
 铝热焊接
铝热焊接
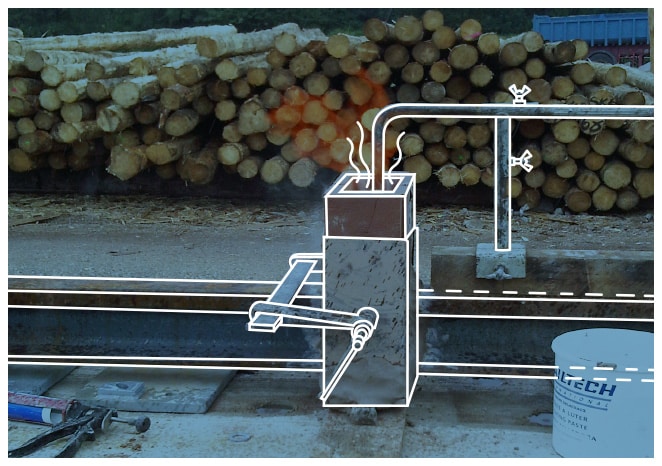
 闪光对焊
闪光对焊
技术
钢轨两端之间的空隙被连续的圆角焊缝所填充。
设备
永久基本设备:调整和预热的材料,一套电解铜块,电源变压器和研磨设备。
消耗品:特别适应的电极和保护垫的隔热板。
实施
该技术需要合格的轨道焊工。
联系我们以了解更多关于我们的焊接解决方案和服务的信息
技术
通过将氧化铁和铝结合在一起得到的钢材在超过2000℃的温度下被浇铸在与轨道外形相匹配的耐火材料模具中。
设备
热熔焊接的永久性基本设备:调整材料,固定模具,预热,铸造和精加工。
消耗品:与轨道外形相适应的模具,焊接材料和点火器。
实施
这种技术可以提供良好的效果,并且不受大气和操作条件的影响。
这种铝热焊接技术的实施需要合格的焊工。 Gantrex 可以为您的焊工提供必要的培训和资格认证,或者我们可以代表您进行焊接操作。
联系我们以了解更多关于我们的焊接解决方案和服务的信息
技术
闪光对焊工艺包括将钢轨末端放在一起并产生加热金属的电弧。一旦金属达到适当的温度,钢轨端部就使用液压锻造在一起,焊接界面处多余的加厚材料被剪掉,以产生近乎完美的钢轨轮廓,所需的二次轮廓磨削最少。整个过程是自动化的,钢轨端部由便携式焊头封装和操作。
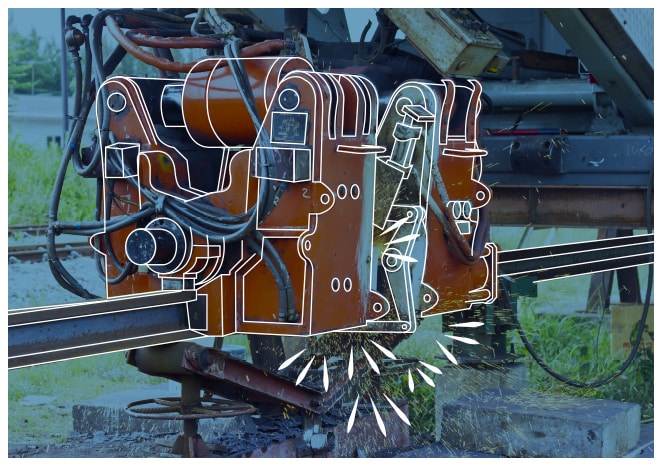
设备
为闪光对焊头提供动力和控制的支持设备安装在卡车上,并通过脐带电缆和软管连接到焊头。支持车辆必须能够靠近焊接现场。对于仰焊,至少需要两台移动式起重机来支持焊接操作。一个用于支撑焊头,另一个用于提升和放置导轨。
实施
该工艺有助于实现非常高的焊接生产率,但前提是辅助劳动力组织良好以充分利用设备能力。当钢轨在固定位置被送入焊接头,焊接然后用滚轮拉下跑道时,该过程的效率最高。我们能够提供闪光对焊工艺的指导和管理,以最大限度地提高您的生产力。联系我们了解更多关于我们的焊接解决方案和服务的信息










全球覆盖,本地存在
你在整个项目中的合作伙伴
超过50年的经验
不断创新我们的产品和服务
